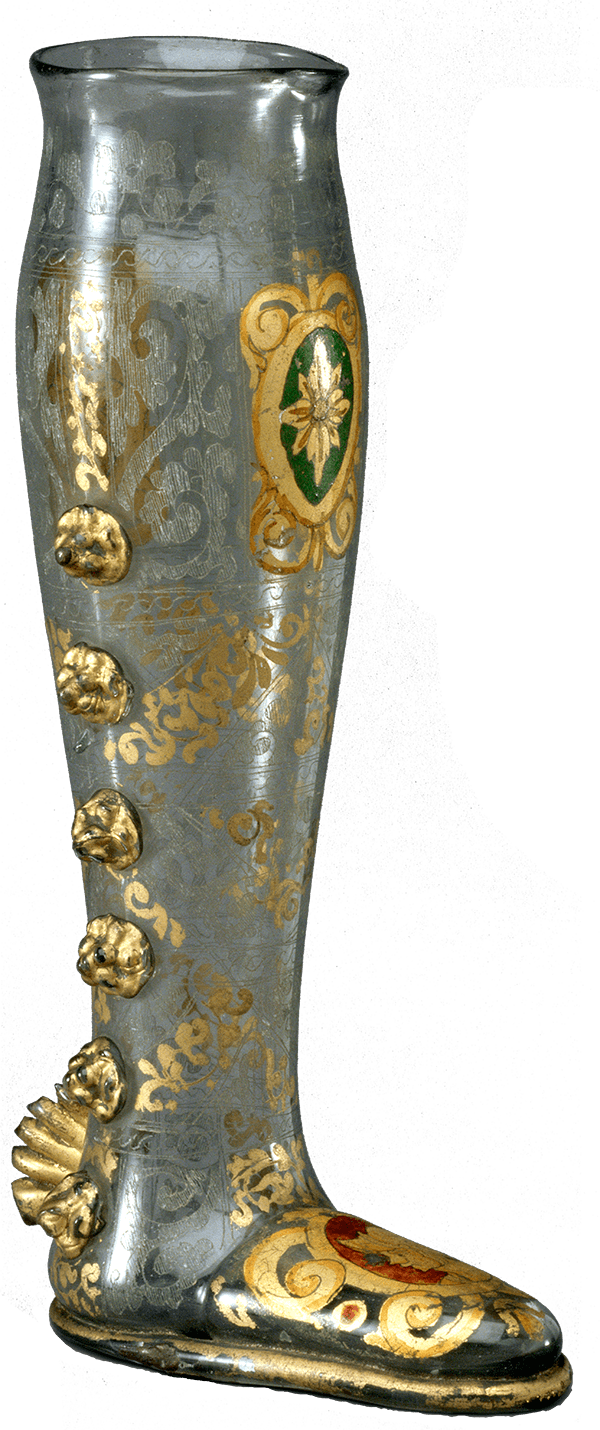
Boot
Austrian Boot-shaped Vessel
The video shows a large gather of glass added to the side of a long, cylindrical bubble of glass near its tip. This re-softens the vessel wall and the two elements are then inflated and elongated to create the middle and toe portions of the lowermost part of the boot.
Transcript
The boot begins with a substantial gather of glass. After gathering, the glass is rolled back and forth on the marver (the cold brass table) and this elongates the glass, and it also ensures that the glass is perfectly concentric with the blowpipe. Air is blown in and the bubble is allowed to travel about 3/4 of the length of the gather. The tip is marvered and the combination of the thickness and the marvering will result in a bubble that is thickest at its tip. The rubber tube (or blow hose) is used to further inflate the glass as the gather is pulled. This results in a long cylinder. Blowing continues while pulling continues and, with the jacks, a narrow constriction is made near the blowpipe. Later in the process, this will allow the breaking of the vessel from the blowpipe. A constriction is made near the tip and this will allow excess glass to be broken free.
The outer half of the vessel is reheated, the end pushed while air is blown into the cup. Next, the toe of the boot is made. On the end of a T-shaped metal rod, a large gather is placed, cast off, and with the blow hose air is blown in while the pipe is twirled. And centripetal force pulls outward the tip of the glass. The edge of the sole is created by delivering a rather large gather and wrapping it around the edge. The buttons are created by delivering a tiny gather of glass to the site and pressing it with an embossing tool. And this creates a raspberry prunt.
Throughout this process, the entire boot is frequently reheated. It must all stay over 1,000 degrees Fahrenheit or it will begin to crack. The spur is made at the back of the boot by adding a small amount of glass, pressing it flat, and using the shears. The punty is attached to the bottom, the pincers held in the constriction, the blowpipe tapped, and the vessel breaks free of the blowpipe. The opening is reheated. When the glass softens, the hole is opened to a diameter of about 1.5 or 2 inches, and it's given its final flaring shape.
The entire vessel is flashed in the furnace so that when it goes in the annealer, everything is the same temperature. The vessel is lowered into the annealer, the metal rod tapped, and it breaks the vessel free.
See all: Browse by Map